品質は私たちの最優先事項です
電気基板のテスト:さまざまな周囲温度に基づいて電気基板をテストするための専用の温度バランス室があります。
冷却試験:マイナス25℃で4時間
加熱試験:45℃以下で4時間
4時間の常温テスト
温度テストに合格した後、電気基板は組み立て前に性能テストに送られます。
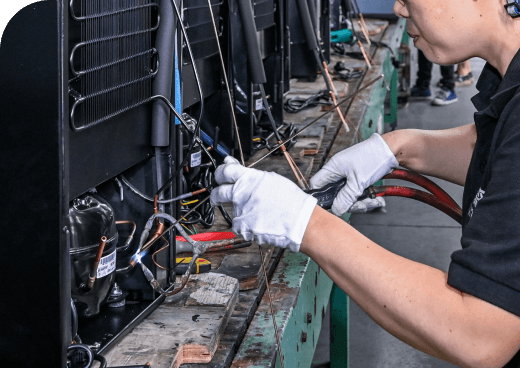
細部への配慮は輸送と生産プロセスの重要な部分です
溶接作業には、ドイツのBMWで25年間溶接に携わってきた技術者を招き、作業を監修してもらっており、当社製品の漏れ故障率は0.1%以下となっています。当社の溶接スタッフは全員、厳しい訓練を受けており、標準の手順に従って溶接を行い、製品の品質を保証しています。
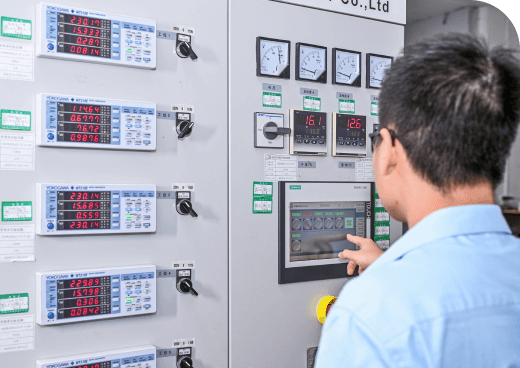
当社は、厳しいテストを経た製品だけが市場で生き残ることができると常に信じています。生産品は2階に送られ、少なくとも2回の冷却テストが行われます。そして、冷却テスト後の安全性テストでは、当社の製品はいくつかの重要な安全性テストを通過する必要があります。最初の冷却テスト、2番目のHI-POTテスト、3番目の製品構成の二重チェック、4番目の性能テスト、そして冷却テスト中に漏電や溶接点の亀裂が発生した場合の5番目の高電圧テストです。
当社には、エージング ラボ、一般ラボ、パワー バージョン テスト ラボなど、さまざまなテスト領域に対応する 3 つの科学ラボがあります。当社は、業界でも自社ラボを持つ数少ない企業の 1 つです。
各ユニットには品質追跡カードが付属しており、QC が何も見逃すことはありません。
注文が完了した後、抜き取り検査を行い、すべてのユニットを再検査する必要があります。検査中にユニットの 1 つにパフォーマンス上の問題があった場合は、再作業も必要になります。
大量生産品からランダムに数ユニットを選んで老化テストを行います。これは、弊社の製品を完成させるのに役立ちます。最も重要なのは、製品に問題があった場合、市場からのフィードバックを受ける前にお客様に解決策を提供できることです。
スクロール
無料見積もりをゲット: